
Miejsce pochodzenia:
CHINY
Nazwa handlowa:
Rps-sonic
Orzecznictwo:
CE
Numer modelu:
Rps-H15-143
Skontaktuj się z nami

Rozwiązywanie parametrów wydajności klaksonu spawalniczego
Parametr:
| Pozycja | parametr |
| Częstotliwość | 15 Khz |
| Obszar spawania | 127 * 33 mm |
| Materiał | Stop aluminium |
| Podłączyć śrubę | M16 |
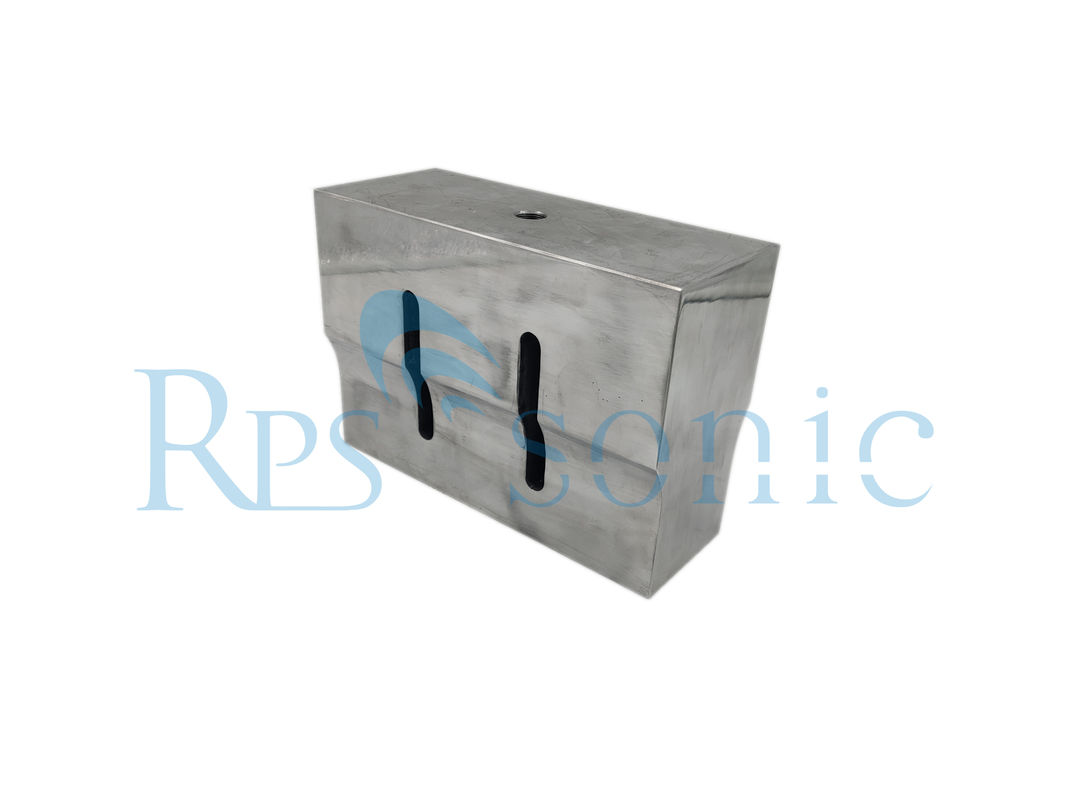
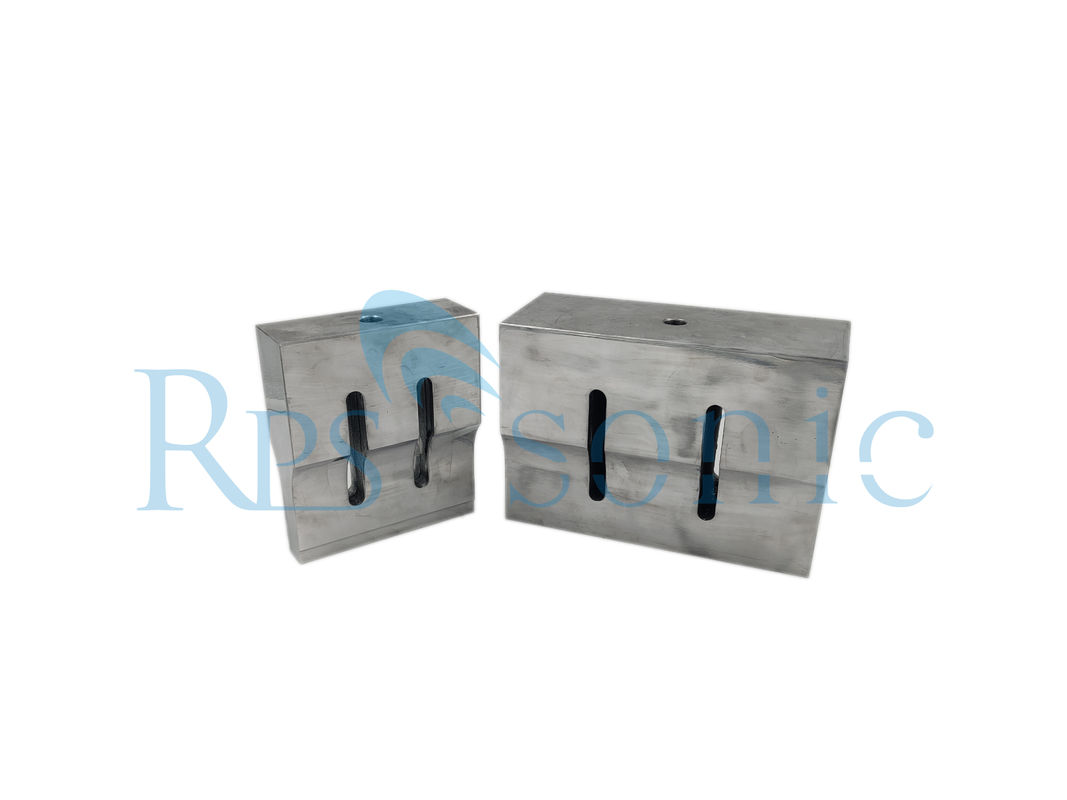
ultradźwiękowy róg spawalniczy
Róg do zgrzewania ultradźwiękowego jest interfejsem kontaktowym między zgrzewarką ultradźwiękową a materiałem. Jego główną funkcją jest równomierne i skuteczne przekazywanie wzdłużnej mocy drgań mechanicznych z klaksonu do materiału. Stosowane materiały to zazwyczaj wysokiej jakości stopy aluminium, a nawet stopy tytanu. Ponieważ konstrukcja tworzyw sztucznych bardzo się zmienia, a wygląd różni się znacznie, odpowiednio zmienia się również klakson. Kształt powierzchni roboczej musi być dobrze dopasowany do materiału, aby tworzywo sztuczne nie uległo uszkodzeniu podczas wibracji; jednocześnie wibracje wzdłużne pierwszego rzędu muszą być skoordynowane z częstotliwością wyjściową spawarki, w przeciwnym razie energia wibracji zostanie zużyta wewnętrznie. Kiedy klakson wibruje, koncentracja naprężeń wystąpi lokalnie. Sposób optymalizacji tych lokalnych struktur jest również problemem, który należy wziąć pod uwagę podczas projektowania.
Formularze zostały skompilowane i zaprogramowane przy użyciu oprogramowania do arkuszy kalkulacyjnych Microsoft Excel. Podstawowe informacje, które należy wprowadzić przy rozwiązywaniu, obejmują częstotliwość roboczą, materiał, gęstość, moduł Younga, prędkość fali, współczynnik Poissona, średnicę szeroką i wąską końcówkę spawalniczą. Arkusze kalkulacyjne jednocześnie rozwiązują i odbierają wykładniczy, sieci trakcyjnej, stożkowy i schodkowy róg spawalniczy z powszechnie stosowanymi parametrami opisu, takimi jak współczynnik powiększenia, długość rezonansu, węzły przemieszczenia i lokalizacje maksymalnych naprężeń. Różnicę między wynikami obliczeń czterech rodzajów rogów spawalniczych o takich samych warunkach początkowych można wizualnie zidentyfikować za pomocą tabeli. Bardziej idealne wyniki obliczeń można uzyskać poprzez ciągłe dostosowywanie warunków początkowych (głównie poprzez dostosowanie wymiarów zewnętrznych i badanie teoretycznego współczynnika wzmocnienia klaksonu).
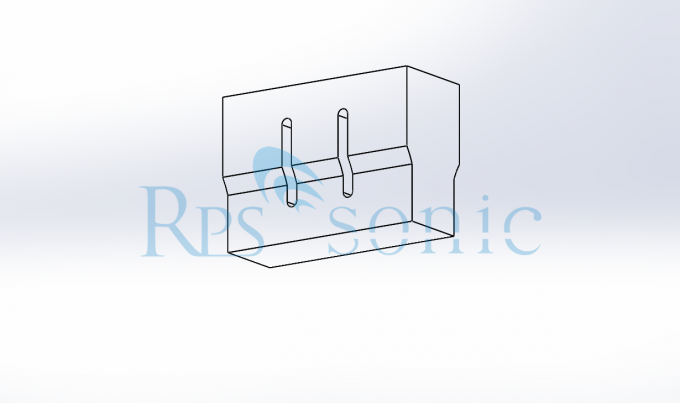
Sparametryzowany rysunek ultradźwiękowego rogu spawalniczego
W celu zaspokojenia potrzeb dalszego rysowania lub projektowania ultradźwiękowego rogu spawalniczego, arkusze kalkulacyjne Excel obliczają ogólne wymiary i kluczowe współrzędne punktowe różnych rogów spawalniczych, w połączeniu z regułami językowymi parametrycznego oprogramowania do projektowania wtórnego rozwoju Au-toLISP i ANSYS APDL, oraz automatycznie kompiluje parametry Program do modelowania. Wprowadź program do modelowania do okna poleceń oprogramowania do projektowania inżynierskiego AutoCAD i ANSYS, aby ukończyć rysowanie planu i modelowanie 3D rogu spawalniczego oraz zapewniać rysunek rogu lub analizę elementu skończonego.
Konstrukcja wykorzystuje twarde aluminium jako materiał klaksonu i wchodzi do szerokiej średnicy D1 i wąskiej końcówki D2 dla prób i błędów. Oczywiście, przy tych samych wymiarach przekroju na obu końcach, róg schodkowy jest łatwiejszy do uzyskania wysokiego wzmocnienia. Określić współczynnik powiększenia klaksonu i długość rezonansu dla obu średnic powierzchni czołowej po pozostawieniu marginesu dla uniknięcia powierzchni czołowej
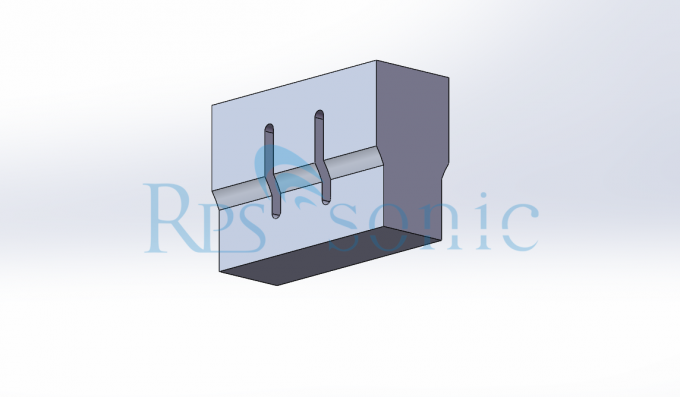
Porównanie analizy elementów skończonych
Korzystając z programu modelowania parametrycznego ANSYS APDL uzyskanego w przykładzie, analiza modalna jest przeprowadzana w środowisku AN-SYS. Model został zazębiony z elementami SOLID95 i wygenerowano w sumie 9670 elementów i 14 786 węzłów, które zostały rozwiązane przy użyciu algorytmu Lanczos. Częstotliwość drgań wzdłużnych pierwszego rzędu klaksonu wynosi f = 20044 Hz.
Dlaczego RPS-SONIC HORN:
1. Każdy róg zostanie zaprojektowany przez system FEA, tak aby z równomierną siłą potwierdzać powierzchnię czołową rogu ultradźwiękowego
2. Wszystkie rogi ultradźwiękowe z trzymiesięczną gwarancją.
3. Specjalizuje się w ultradźwiękach dużej mocy od ponad dziesięciu lat
4. Każdy róg ultradźwiękowy z 24-godzinnym testem przed wysyłką.
5. Dobre opakowanie, bez problemu z pakowaniem w ciągu 10 lat działalności eksportowej.
6. Każdy klient otrzyma dokumentację zakupu, a po akumulacji są pewne nagrody
Serwis i wysyłka
Wyślij zapytanie bezpośrednio do nas


