
Miejsce pochodzenia:
CHINY
Nazwa handlowa:
Rps-sonic
Orzecznictwo:
CE
Numer modelu:
Rps-H210
Skontaktuj się z nami
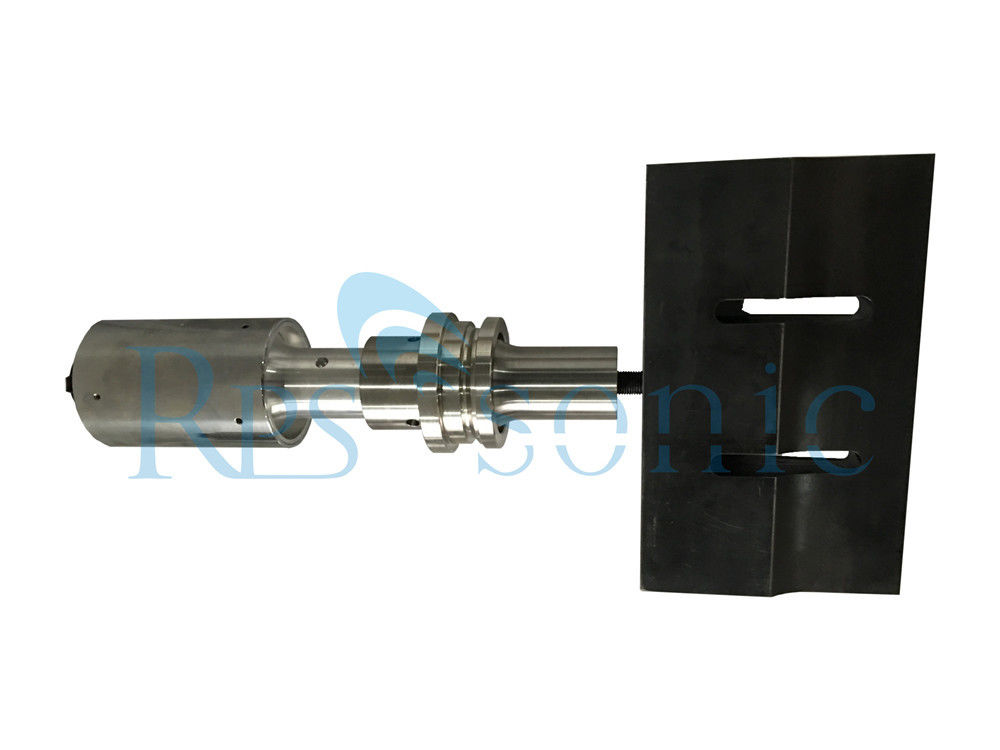

Parametr:
| Pozycja | parametr |
| Częstotliwość | 20 Khz |
| Obszar spawania | 210 * 25 mm |
| Materiał | Stop aluminium |
| Podłączyć śrubę | 1 / 2-20unf |
Wymagania projektowe, instalacja i uruchomienie urządzeń do zgrzewania ultradźwiękowego i rogów spawalniczych
1 Samo urządzenie do zgrzewania ultradźwiękowego powinno najlepiej otaczać spód i otoczenie spawanych części, aby zapewnić lepsze podparcie i uniknąć przesunięcia / wstrząsania części w wyniku wibracji podczas procesu spawania.
2 Położenie umiejscowienia części uchwytu ultradźwiękowego, kształt jego powierzchni styku powinien być całkowicie dopasowany do powierzchni części, aby uniknąć pojawienia się gotowego produktu po spawaniu ze względu na szczelinę między dwiema częściami stapiania.
3 W celu przedłużenia żywotności urządzenia i uniknięcia zarysowań na gotowym produkcie, samo urządzenie powinno być najlepiej polerowane lub chromowane w kontakcie ze spawanymi częściami.
1 Produkcję rogów spawalniczych najlepiej podjąć w użyciu producent spawarki, ponieważ jej konstrukcja ma znaczną korelację z pozycją punktu rezonansowego maszyny, co wpływa na energię spawania wytwarzaną przez fale ultradźwiękowe.
2 Rozmiar połączenia między rogiem spawalniczym a częścią powinien być zgodny z zewnętrznym wymiarem części lub być zaprojektowany z rozmiarem mniejszym niż (3 ~ 5%), aby uniknąć problemów, takich jak wypaczenie / przelewanie się gotowego produktu po spawaniu
3 W celu przedłużenia żywotności rogu spawalniczego jego powierzchnię można poddać obróbce chromianowej.
Ultradźwiękowy przyrząd spawalniczy, róg spawalniczy i urządzenie do debugowania
1 Całkowicie zwolnij „ciśnienie powietrza” w maszynie (obróć pokrętło na „0”), aby wykonać progresywne pozycjonowanie klaksonu i gniazda.
2 Wybierz odpowiedni wzmacniacz (złoty / srebrny / czarny) zgodnie z charakterystyką produktu, a następnie wkręć go i klakson w rowek nad maszyną. (Panel przykręcany należy przykręcić)
3 Tymczasowo przymocuj gniazdo do podstawy za pomocą bloków mocujących i śrub, aby można je było ustawić ręcznie.
4 Umieść spawaną część w gnieździe i pociągnij w dół klaksonu, aby sprawdzić, czy jej powierzchnia styku może całkowicie pasować do powierzchni spawania części? (Jeśli nie, możesz ustawić pozycję, obracając kąt azymutu Rogu i dostosowując pozycję Gniazda)
5 Po zakończeniu pozycjonowania całkowicie dokręć osłonę / blok mocujący i śruby. W tym momencie możesz rozpocząć ustawianie i działanie warunków spawania samej maszyny.
Dlaczego RPS-SONIC HORN:
1. Każdy róg zostanie zaprojektowany przez system FEA, tak aby z równomierną siłą potwierdzać powierzchnię czołową rogu ultradźwiękowego
2. Wszystkie rogi ultradźwiękowe z trzymiesięczną gwarancją.
3. Specjalizuje się w ultradźwiękach dużej mocy od ponad dziesięciu lat
4. Każdy róg ultradźwiękowy z 24-godzinnym testem przed wysyłką.
5. Dobre opakowanie, bez problemu z pakowaniem w ciągu 10 lat działalności eksportowej.
6. Każdy klient otrzyma dokumentację zakupu, a po akumulacji są pewne nagrody
Serwis i wysyłka

Wyślij zapytanie bezpośrednio do nas


