
Miejsce pochodzenia:
CHINY
Nazwa handlowa:
Rps-sonic
Orzecznictwo:
CE
Numer modelu:
Rps-H15-250
Skontaktuj się z nami
Parametr:
| Pozycja | parametr |
| Częstotliwość | 15 Khz |
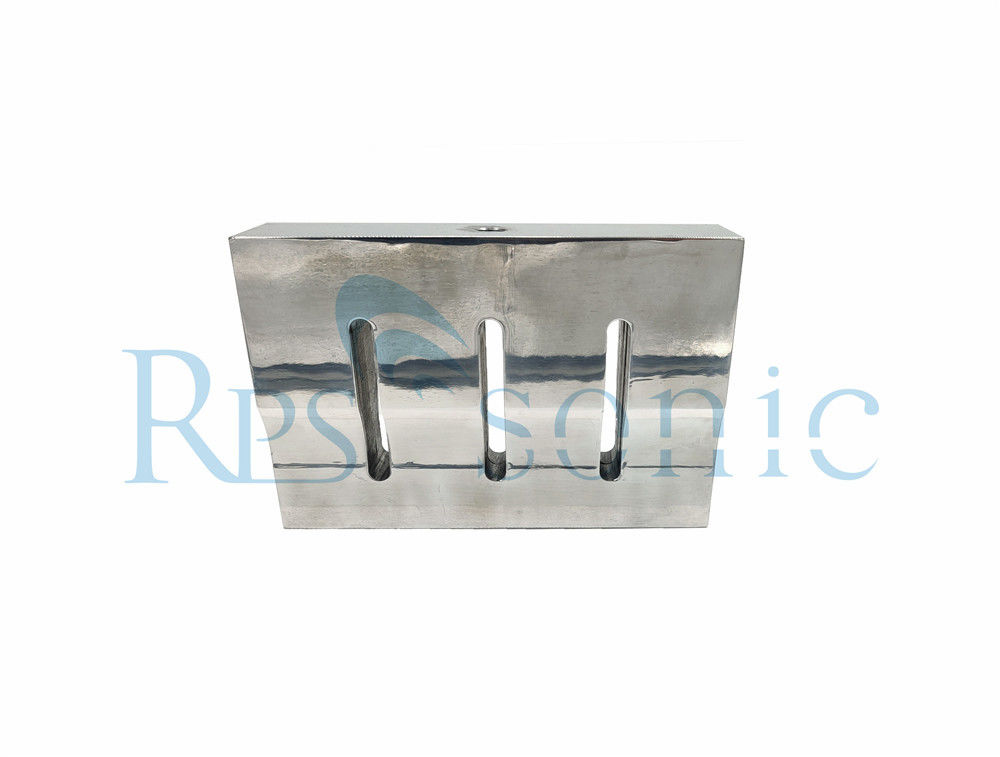
| Obszar spawania | 250 * 44 mm |
| Materiał | Stop aluminium |
| Podłącz śrubę | 1 / 2-20 |
Wprowadzenie:
Jak działa spawacz ultradźwiękowy? Spawarka ultradźwiękowa to maszyna, która wykorzystuje energię kinetyczną z wibracji do wspólnego podgrzewania i stapiania tworzywa sztucznego. Podstawowy proces sprowadza się do częstotliwości drgań mierzonej w hercach, kierując energię na odcinek 2 części, które chcesz zespawać.
Zgrzewane części są umieszczane między gniazdem (powszechnie znanym jako kowadło) a sonotrodą (powszechnie znanym jako róg). Zarówno róg, jak i gniazdo są zwykle wykonane z aluminium lub tytanu. Sonotroda jest podłączona do przetwornika, który emituje wibracje akustyczne. Drgania te płyną z przetwornika, w dół klaksonu i na spawaną część. Częstotliwość wibracji może wynosić od 15 kHz aż do 70 kHz.
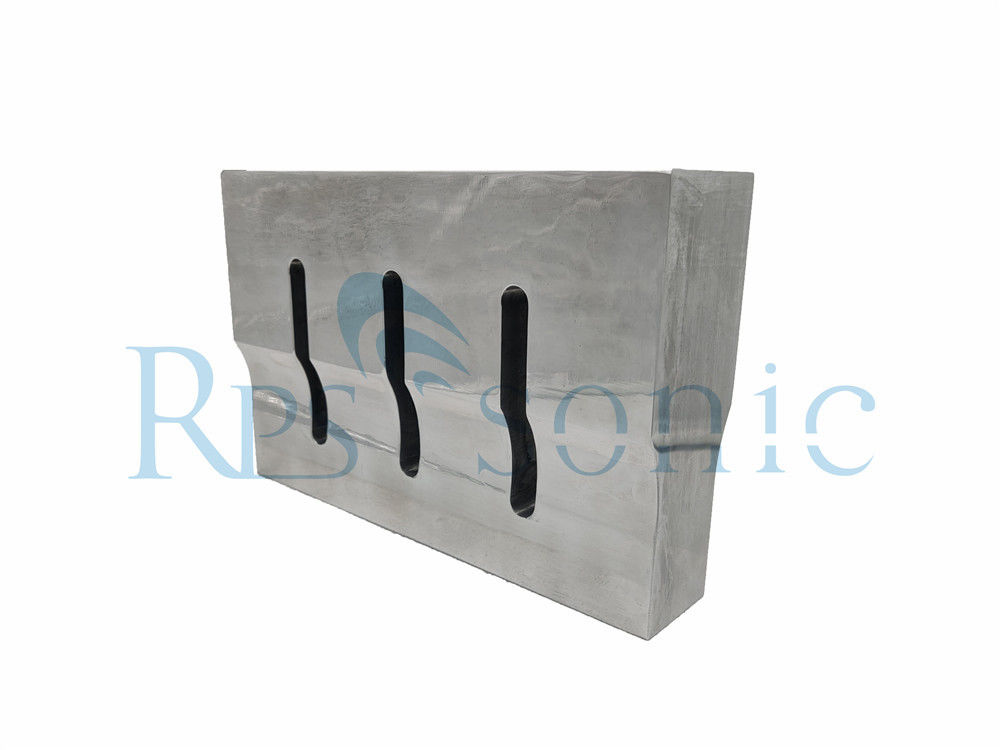
Projekt części jest zwykle krytyczny. Ta część, która styka się z rogiem, zwykle ma trójkątną wargę, która wystaje z spawanej powierzchni. Druga część, czyli kontakt z gniazdem, jest nieruchoma i ma mały rowek, który styka się z wystającą krawędzią z drugiej strony. Energia jest skoncentrowana w tej wardze, która jest następnie podgrzewana i topiona przez wibracje, aw pewnym momencie struktura warg zapada się i wypełnia rowek stopionym plastikiem.
Dlatego róg ultradźwiękowy jest częścią, która bezpośrednio współpracuje ze spawem, a konstrukcja rogu ultradźwiękowego wpływa na efekt spawalniczy spawu. Jednocześnie klakson ultradźwiękowy należy również do materiałów eksploatacyjnych w całym systemie spawalniczym. Zasadniczo przetwornik i zasilacz ultradźwiękowy mogą pracować od 5 do 10 lat, ale rogi ultradźwiękowe są dostępne od kilku miesięcy do kilku lat w zależności od różnych warunków pracy.
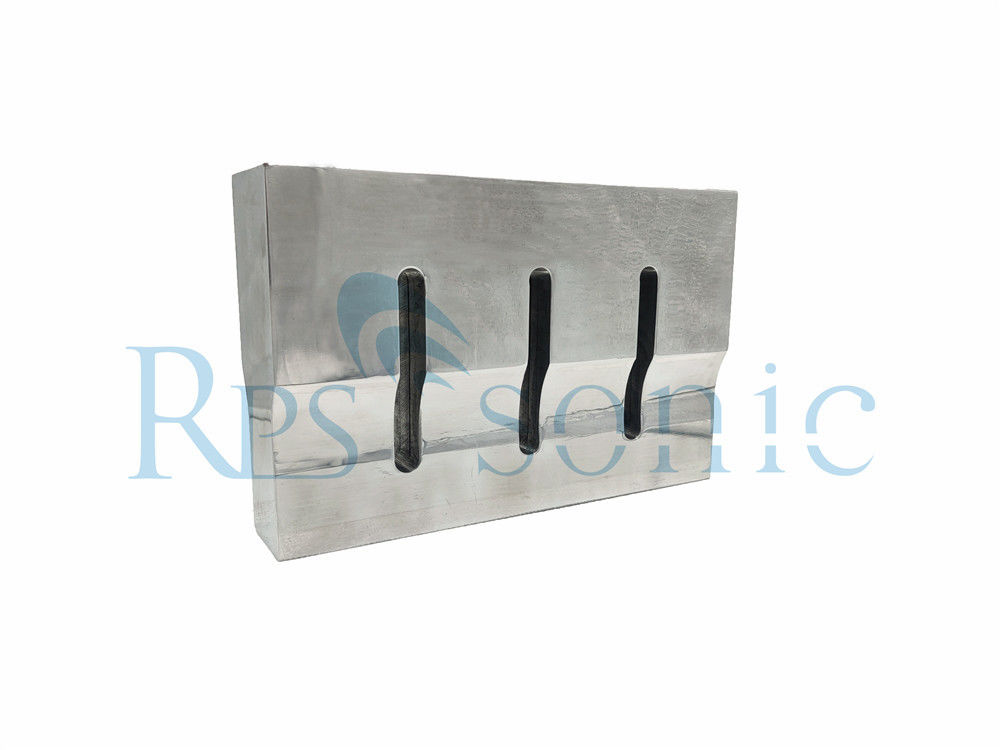
Główne problemy dotyczące ultradźwiękowego rogu spawalniczego:
1) Nierówna amplituda na powierzchni rogu powodowała słabe spawanie na obu końcach obszaru uszczelnienia i
2) Rogi pękały i musiały zostać wymienione w niedopuszczalnym tempie.
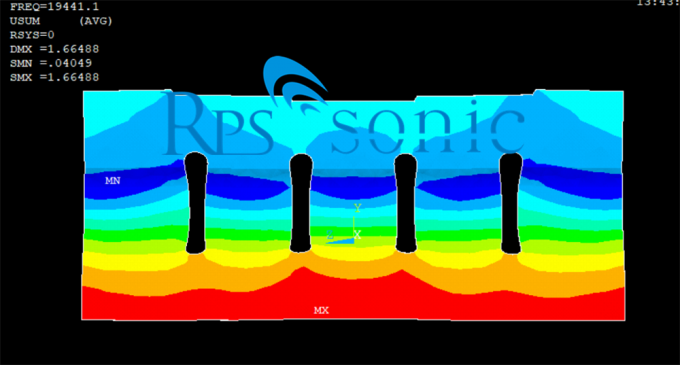
Oba te problemy są spowodowane nierównomierną siłą działającą na przekrój rogu. Róg otrzymał w punkcie zbyt dużą moc ultradźwiękową, co spowodowało pękanie. Jednocześnie w jednym punkcie gromadzi się zbyt dużo energii, co powoduje niewystarczającą wydajność innych części, niską wydajność i nierównomierne spawanie. Jak skutecznie uniknąć tego problemu, musimy ciężko pracować przy projektowaniu. Za pomocą analizatora FEA analiza elementu skończonego jest przeprowadzana, gdy klakson jest zaprojektowany, a siła działająca na część głowicy narzędzia może być wyraźnie znana. Równomierna i silna siła na sekcji klaksonu jest stanem idealnym. jak pokazuje obrazek:
Informacje wymagane do wyceny i zaprojektowania ultradźwiękowego rogu spawalniczego
Jeśli potrzebujesz wyceny ultradźwiękowego rogu spawalniczego dla nowego zastosowania, oto kilka kluczowych informacji, które będą wymagane przez producenta ultradźwiękowego rogu w celu zapewnienia dokładnej wyceny dla oprzyrządowania ultradźwiękowego:
Dlaczego RPS-SONIC HORN:
1. Każdy róg zostanie zaprojektowany przez system FEA, tak aby z równomierną siłą potwierdzać powierzchnię czołową rogu ultradźwiękowego
2. Wszystkie rogi ultradźwiękowe z trzymiesięczną gwarancją.
3. Specjalizuje się w ultradźwiękach dużej mocy od ponad dziesięciu lat
4. Każdy róg ultradźwiękowy z 24-godzinnym testem przed wysyłką.
5. Dobre pakowanie, bez problemu z pakowaniem w ciągu 10 lat działalności eksportowej.
6. Każdy klient otrzyma dokumentację zakupu, a po akumulacji są pewne nagrody
Serwis i wysyłka

Wyślij zapytanie bezpośrednio do nas


