
Miejsce pochodzenia:
CHINY
Nazwa handlowa:
Rps-sonic
Orzecznictwo:
CE
Numer modelu:
RPS-HM20
Skontaktuj się z nami



Wprowadzenie:
| Pozycja | Parametr |
| Ścierny | Węglik boru, tlenek glinu i węglik krzemu |
| Rozmiar ziarna (d0) | 100 - 800 |
| Częstotliwość wibracji (f) | 19 - 25 kHz |
| Amplituda wibracji (a) | 15–50 µm |
| Materiał narzędzia | Miękki stalowy stop tytanu |
| Współczynnik zużycia | Wolfram 1,5: 1 i szkło 100: 1 |
| Overcut luki | 0,02-0,1 mm |
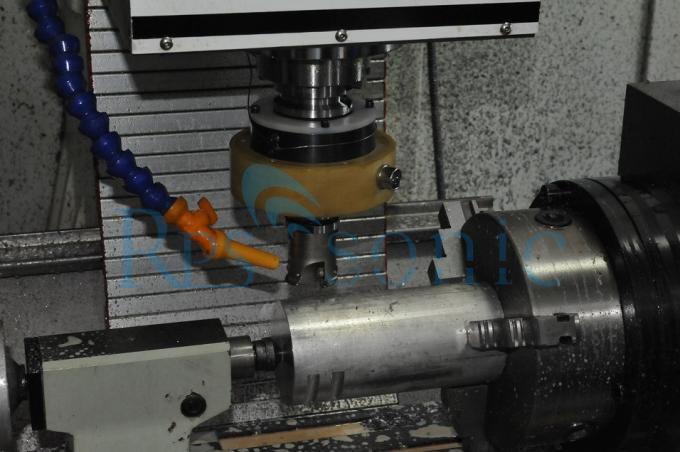
Ultradźwiękowy wibrujący młyn składa się z dwóch głównych elementów, przetwornika elektroakustycznego i sonotrody, przymocowanych za pomocą kabla do elektronicznej jednostki sterującej. Oscylator elektroniczny w jednostce sterującej wytwarza prąd przemienny oscylujący z wysoką częstotliwością, zwykle między 18 a 40 kHz w zakresie ultradźwiękowym. Przetwornik przekształca prąd oscylacyjny w drgania mechaniczne.
Przetwornik piezoelektryczny: składa się z kawałka piezoelektrycznej ceramiki, takiej jak tytanian baru, z dwoma metalowymi elektrodami powleczonymi na jego powierzchni. Napięcie przemienne z jednostki sterującej przykładanej do elektrod powoduje, że element piezoelektryczny lekko się wygina do przodu i do tyłu, powodując wibrację.
Przetwornik wibruje sonotrodę przy niskich amplitudach i wysokich częstotliwościach Sonotroda jest zwykle wykonana ze stali niskowęglowej.] Stały strumień zawiesiny ściernej przepływa między sonotrodą a przedmiotem obrabianym. Ten przepływ zawiesiny pozwala odpływać odpadkom z obszaru cięcia roboczego. Zawiesina zwykle składa się z cząstek ściernego węglika boru, tlenku glinu lub węglika krzemu w zawiesinie wody (20 do 60% objętościowych). Sonotroda usuwa materiał z obrabianego przedmiotu przez ścieranie w miejscu, w którym styka się z nim, więc wynikiem obróbki jest wycięcie idealnego ujemnego profilu sonotrode na obrabiany przedmiot. Ultradźwiękowa obróbka wibracyjna pozwala wycinać niezwykle skomplikowane i nierównomierne kształty w obrabianym przedmiocie z niezwykle wysoką precyzją.
Czas obróbki zależy od wytrzymałości przedmiotu obrabianego, twardości, porowatości i odporności na pękanie; materiał zawiesiny i wielkość cząstek; i amplituda wibracji sonotrody. Wykończenie powierzchni materiałów po obróbce zależy w dużej mierze od twardości i wytrzymałości, przy miękkich i słabszych materiałach o gładszych powierzchniach. Włączenie cech mikropęknięć i mikrowgłębień na powierzchni materiałów zależy w dużym stopniu od orientacji krystalograficznej ziaren przedmiotu obrabianego i odporności na pękanie materiałów
Zalety i wady obróbki ultradźwiękowej
Poznaj zalety i wady procesu obróbki, aby podjąć właściwą decyzję:
Zalety
Obrobione wszelkiego rodzaju twardymi materiałami
Daje dobrze wykończone i uporządkowane wyniki
Produkuje mniej ciepła
Różne kształty wycinanych otworów dzięki ruchowi wibracyjnemu narzędzia
Niedogodności
Wymaga wyższego stopnia uczciwości i umiejętności
Brak poświadczonego zapisu radiografii
Niepotrzebne duże ziarna powodują wady
Mogą być wymagane dodatkowe naprawy z powodu fałszywych znaków i niezrozumienia procesu
Wyślij zapytanie bezpośrednio do nas


