
Miejsce pochodzenia:
Chiny
Nazwa handlowa:
Rps-sonic
Orzecznictwo:
CE
Numer modelu:
RPS-HW20
Skontaktuj się z nami




Automatyczna spawarka ultradźwiękowa do metalu 20Khz 5000w do spawania drutem miedzianym
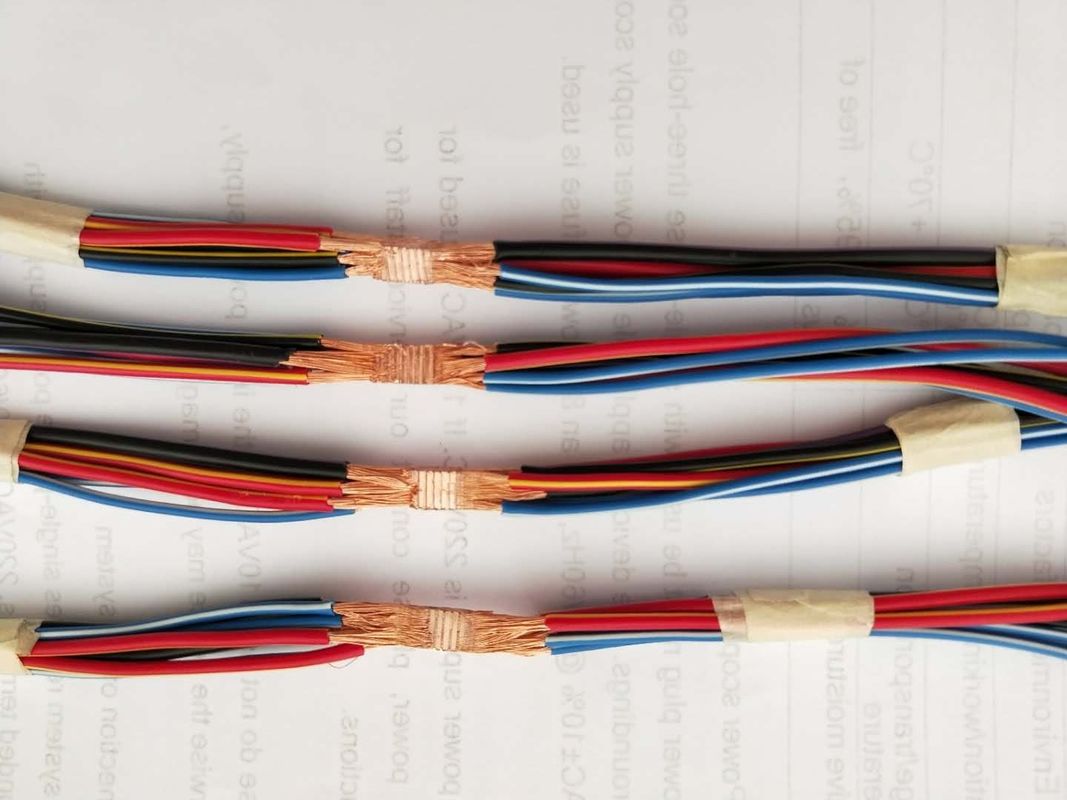
Ultradźwiękowa wiązka przewodów spawarki metalowej Spawarka drutowa do drutu miedzianego do spawania drutem miedzianym
Parametr
| Moc | 2000W | Częstotliwość | 20KHZ |
| Zasilacz | 220V | Źródło gazu | 0,5 kg |
| Sposób na kontrolę | Mikrokomputer jednoukładowy | Maksymalny skok roboczy | 30mm |
| Zakres obszaru spawania | 0,3 mln2-10M2 | Zakres czasu spawania | 0.2 s ---5 s |
| Tryb spawania | Automatyczne | Kontrola jakości | 1 rok |
| Wymiary | 500LX400WX230H MM | Waga całkowita | 52kg |
| Rozmiar generatora | 400LX290WX130H MM | ||
| Cechy:Automatyczne śledzenie energii, czasu, czasu spawania, energii, ciśnienie powietrza, szerokość, regulacja amplitudy |
|||
Opis
Wszystko, co wibruje, wyda dźwięk, a każdy dźwięk jest powodowany przez wibracje.Ludzkie uszy mogą odbierać dźwięki tylko w pewnym zakresie, a zakres ten może sięgać nawet 18000 (18K) Hz.Dźwięk o wyższej częstotliwości nazywamy ultradźwiękami.Fale ultradźwiękowe mogą generować wibracje o wysokiej częstotliwości.Za pomocą tej wibracji możemy z łatwością spawać metale kolorowe.Zgrzewarka ultradźwiękowa do wiązek przewodów jest pochodnym wyposażeniem ultradźwiękowej zgrzewarki do metalu.Stosowany głównie do spawania drutów miedzianych i aluminiowych, takich jak spawanie wiązek przewodów samochodowych i wiązek przewodów motocyklowych.Dlatego często nazywa się to spawarką do wiązek przewodów samochodowych.
Ultradźwiękowe spawanie metali wykorzystuje fale wibracyjne o wysokiej częstotliwości, które są przenoszone na dwie spawane powierzchnie metalowe.Pod naciskiem dwie metalowe powierzchnie ocierają się o siebie, tworząc fuzję między warstwami molekularnymi.Jego zalety to szybkość, oszczędność energii i fuzja.Wysoka wytrzymałość, dobra przewodność elektryczna, brak iskier, blisko obróbki na zimno;wadą jest to, że spawane części metalowe nie powinny być zbyt grube (zwykle mniejsze lub równe 5 mm), połączenia lutowane nie powinny być zbyt duże i muszą być pod ciśnieniem.Ultradźwiękowe spawanie metali zostało odkryte przypadkowo w latach 30. XIX wieku.W tym czasie, podczas obecnego testu elektrody do zgrzewania punktowego plus ultradźwiękowe drgania, stwierdzono, że można ją zgrzewać bez prądu, dlatego opracowano technologię ultradźwiękowego zgrzewania metali na zimno.Chociaż zgrzewanie ultradźwiękowe zostało odkryte wcześniej, jego mechanizm działania wciąż nie jest do końca jasny.Jest podobny do zgrzewania tarciowego, ale istnieją różnice.Zgrzewanie ultradźwiękowe trwa krótko, a temperatura jest niższa niż rekrystalizacja;różni się również od zgrzewania ciśnieniowego, ponieważ przyłożone ciśnienie statyczne jest znacznie mniejsze niż przy zgrzewaniu ciśnieniowym.Powszechnie uważa się, że w początkowej fazie procesu zgrzewania ultradźwiękowego drgania styczne usuwają tlenki z powierzchni metalu, a wystająca część chropowatej powierzchni powoduje wielokrotne mikrospawanie i niszczenie, co zwiększa powierzchnię styku i zwiększa temperatura strefy spawania.Na styku elementu spawanego występuje duże odkształcenie plastyczne.W ten sposób pod wpływem nacisku kontaktowego, gdy zbliżają się do siebie na odległość, na jaką może działać grawitacja atomowa, powstaje złącze lutowane.Czas zgrzewania jest zbyt długi lub amplituda ultradźwięków jest zbyt duża, co zmniejszy wytrzymałość zgrzewania lub nawet je zniszczy.
Cechy
1. Dwa spawane obiekty nakładają się na siebie i łączą za pomocą wibracji ultradźwiękowych i ciśnienia, tworząc ciało stałe, czas łączenia jest krótki, a część łącząca nie powoduje wad struktury odlewu (chropowatej powierzchni);
2. W porównaniu z metodą zgrzewania ultradźwiękowego i zgrzewania oporowego żywotność formy jest długa, czas naprawy i wymiany formy jest krótszy, a automatyzacja jest łatwa;
3. Spawanie ultradźwiękowe może być przeprowadzane między tym samym rodzajem metalu a różnymi rodzajami metali, co zużywa znacznie mniej energii niż spawanie elektryczne;
4. W porównaniu z innym zgrzewaniem ciśnieniowym, zgrzewanie ultradźwiękowe wymaga mniejszego ciśnienia, a wielkość odkształcenia jest mniejsza niż 10%, podczas gdy odkształcenie przedmiotu obrabianego podczas zgrzewania na zimno wynosi 40%-90%;
5. Spawanie ultradźwiękowe nie wymaga wstępnej obróbki spawanej powierzchni i obróbki po spawaniu, jak inne spawanie;
6. Zgrzewanie ultradźwiękowe może zminimalizować wpływ temperatury materiału (temperatura strefy spawania nie przekracza 50% bezwzględnej temperatury topnienia spawanego metalu), aby nie zmieniać struktury metalu, dlatego jest bardzo odpowiedni do aplikacje spawalnicze w dziedzinie elektroniki;
![]()
Wyślij zapytanie bezpośrednio do nas


